Example Thermoelectric Materials via Mechanical Alloying
Silicon and germanium are foundational semiconductor materials that have revolutionized the development of electronic devices, including photovoltaic cells and transistors. By varying the proportions of Si and Ge, the properties of these alloys can be modified, affecting atomic size, mass differences, and bandgaps.
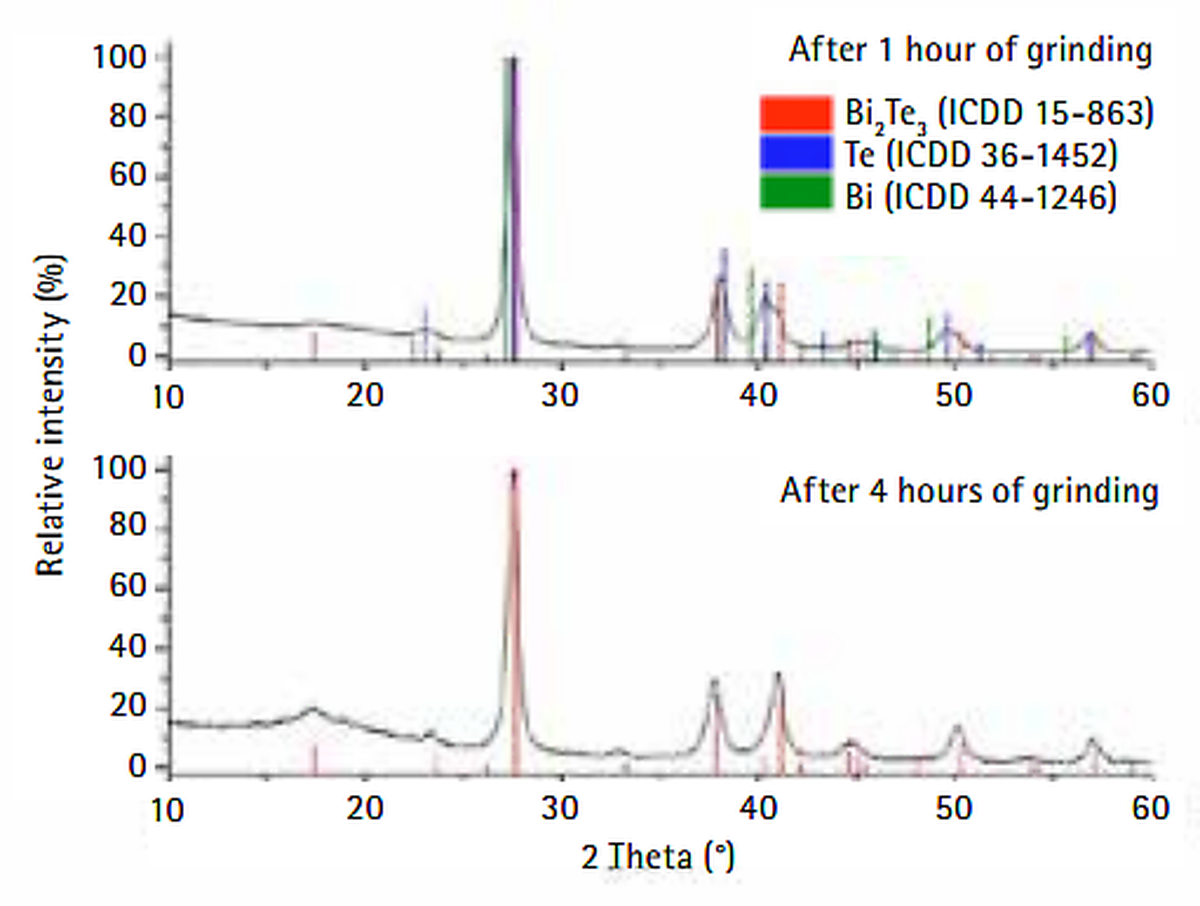
Thermoelectric alloys composed of Si and Ge are utilized in space missions within radioisotopic thermogenerators to power space probes and instruments. For thermoelectric commercial applications, bismuth telluride (Bi2Te3) based materials are paramount due to their superior conversion efficiency. Bismuth telluride Peltier elements are employed in cooling systems. Previously, planetary ball mills were used for the mechanical alloying of Si and Ge, but they encountered several issues. The new High Energy Ball Mill Emax addresses these problems by preventing material caking at high speeds, thus eliminating the need for lengthy breaks and reducing the total processing time. The Emax's technology facilitates efficient and faster processing.
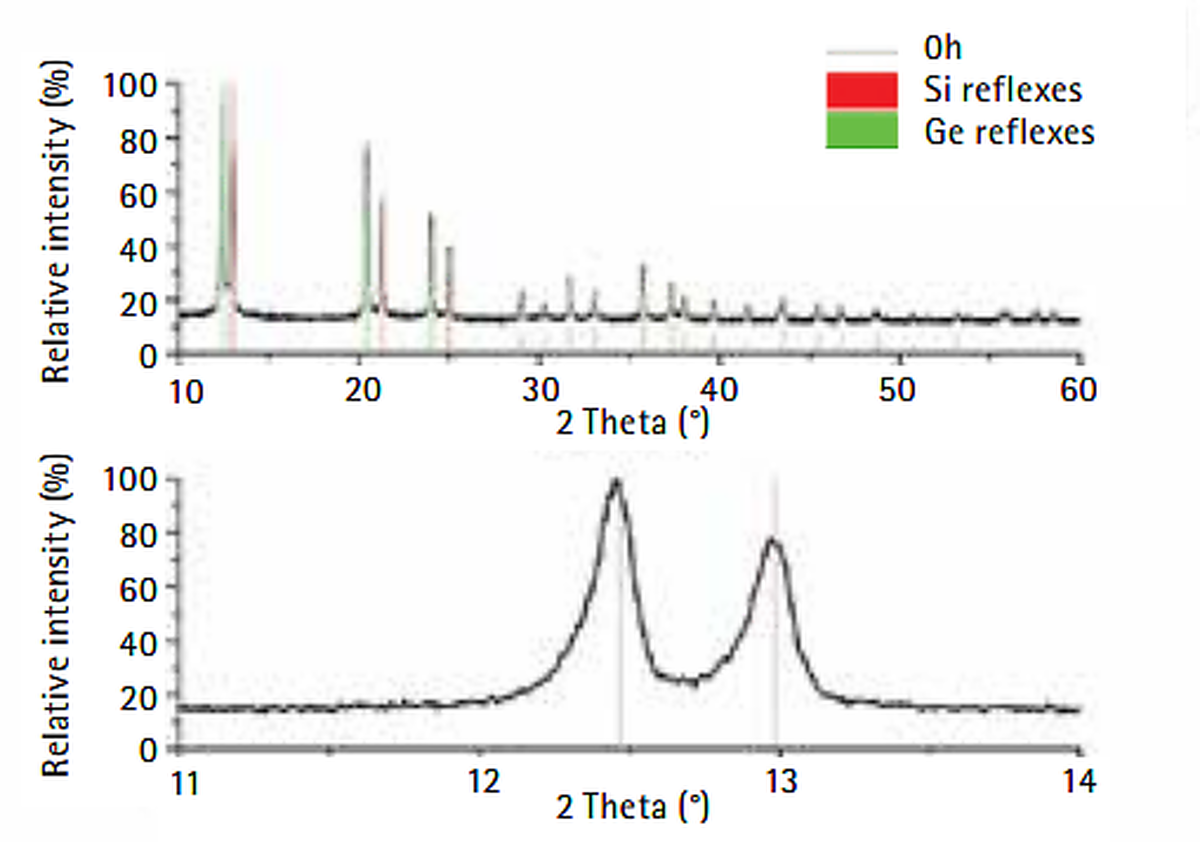
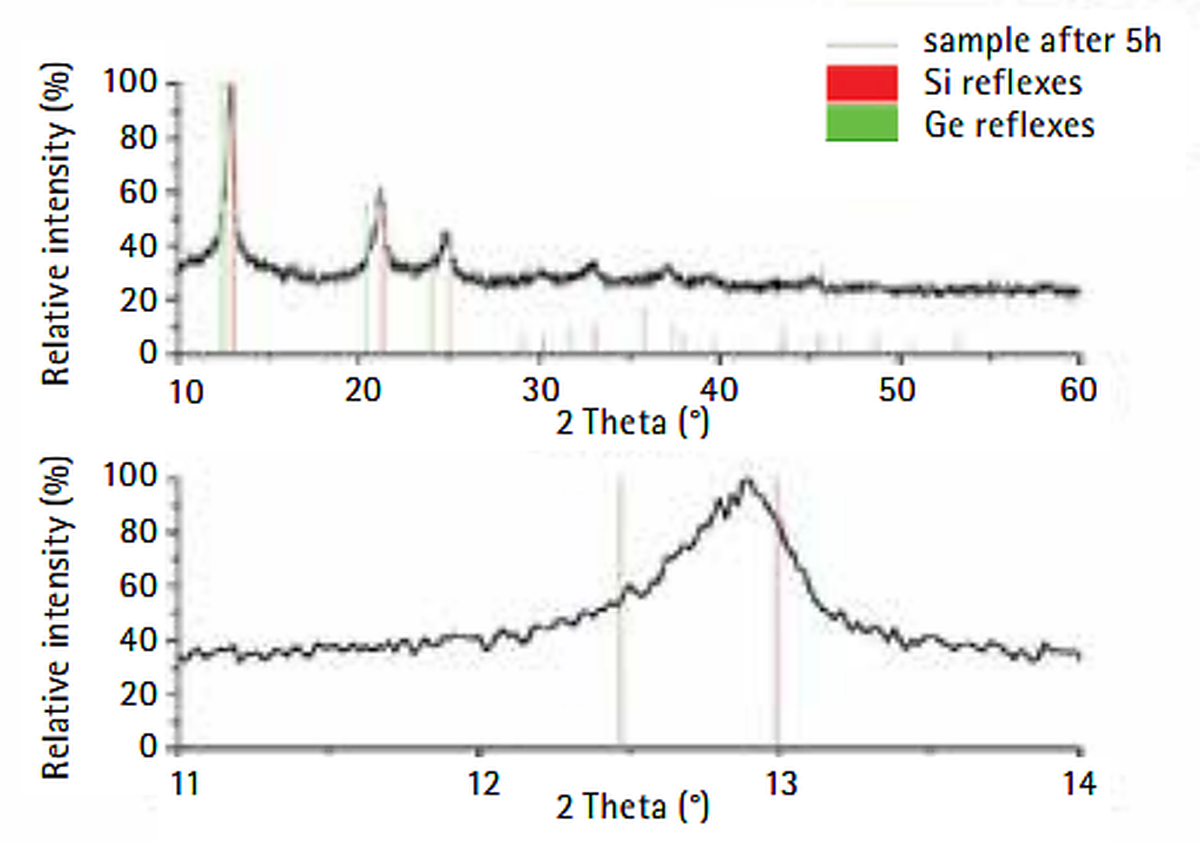
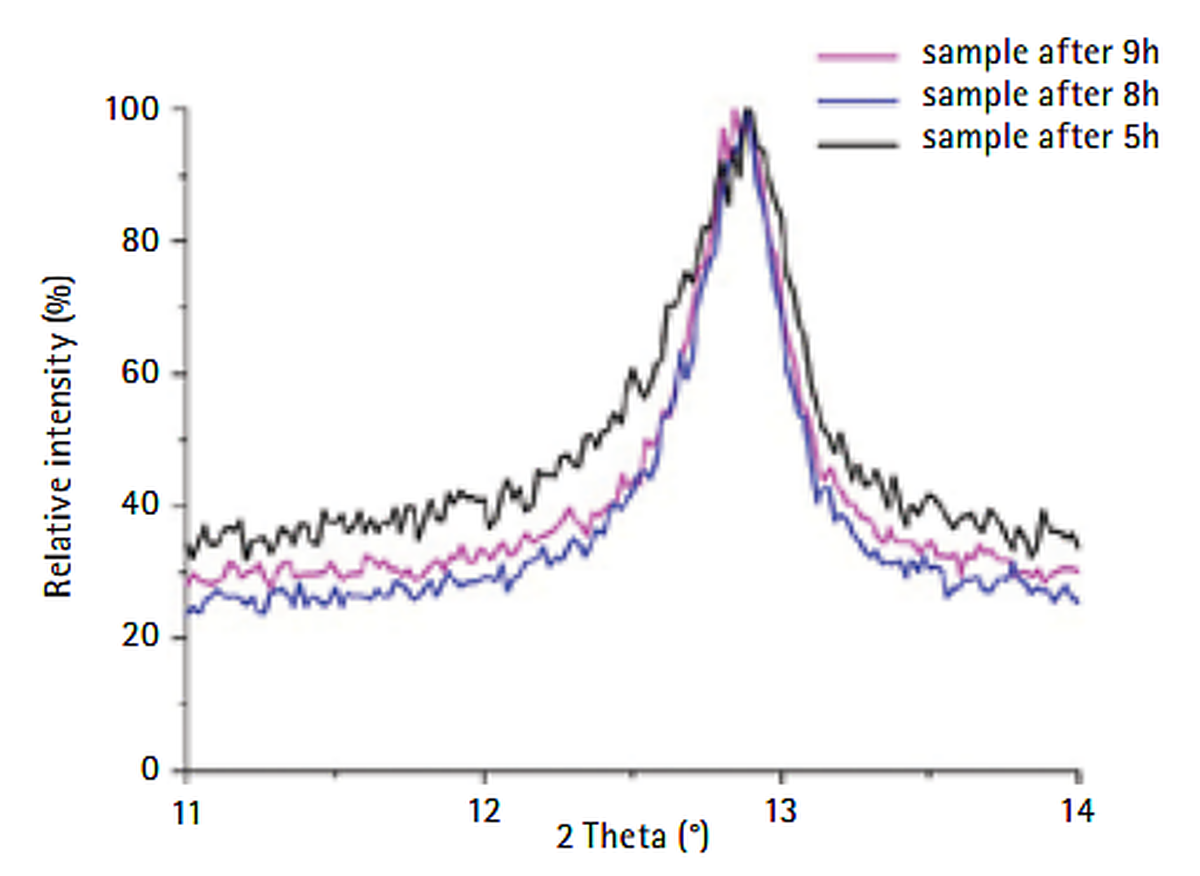
3.63 g of Si and 2.36 g of Ge were combined in a 50 ml tungsten carbide grinding jar using eight 10 mm grinding balls, with a sample to ball ratio of 1:10. Initially, Si and Ge had particle sizes of 1–25 mm and 4 mm, respectively. After a 20-minute grind at 2,000 rpm, both were pulverized without caking. Mechanical alloying proceeded for nine hours at 1,200 rpm, with one-hour grinding intervals followed by one-minute breaks for rotation reversal to prevent caking. X-ray diffraction (XRD) measured the starting material, showing the distinct line patterns of Si and Ge, which faded over time. Throughout the process, the alloy components remained powdery, and the Emax temperature stayed below 30°C. After nine hours, the powders were still crystalline with little to no amorphous material.

 powder particle after 5 h")
 picture of a mechanically alloyed FeTaCu powder after 20 h (top view)")